


江苏罡泽智能装备有限公司
地址:高邮市卸甲镇华东村福星组-1-2
电话:13913125005
电话:13813138088
邮箱:13913125005@qq.com
13913125005
13813138088



一、塔拉蕾工艺乳胶产品介绍
本公司塔拉蕾工艺成套自动化控制系统与设备所生产的产品规格如下:
1. 标准枕规格:
规格 | GZ-B-1 | GZ-B-2 | GZ-B-3 |
尺寸(CM) | 62X40X15 | 72X40X14 | 72X40X16.5 |
2. 工学枕规格:
规格 | GZ-G-1 | GZ-G-2 | GZ-G-3 |
尺寸(CM) | 60X40X10/12 | 60X30X3/5 | 50X30X7/9 |
3. 床垫规格:
规格 | GZ-C-1 | GZ-C-2 | GZ-C-3 |
尺寸(CM) | 200X180X10 | 200X150X10 | 200X90X10 |
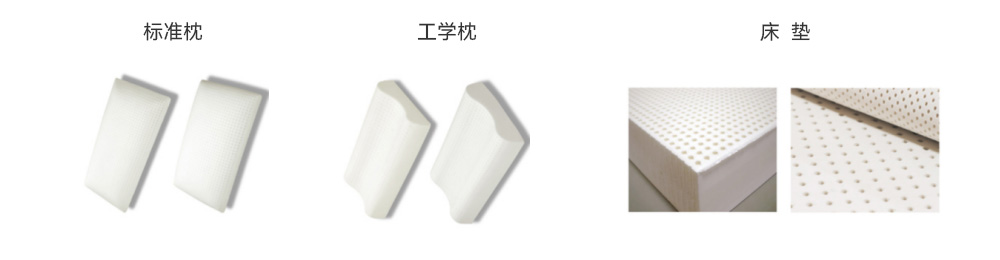
可以根据客户要求产品尺寸或样品制作塔拉蕾工艺模具。
二、塔拉蕾乳胶制品工艺:
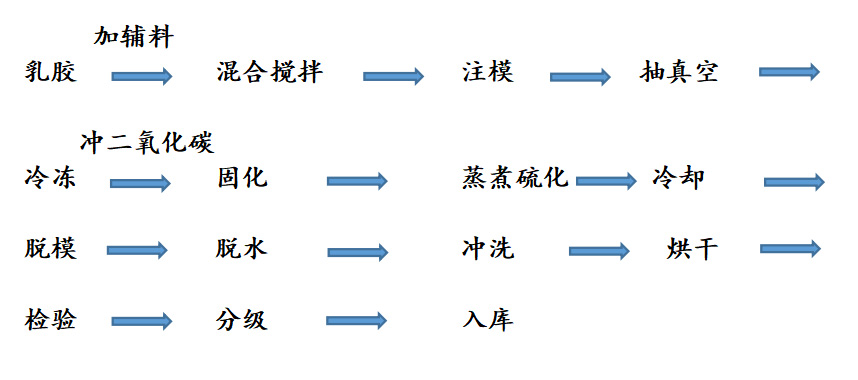
三、塔拉蕾乳胶制品工艺流程图
塔拉蕾乳胶制品工艺具体说明:
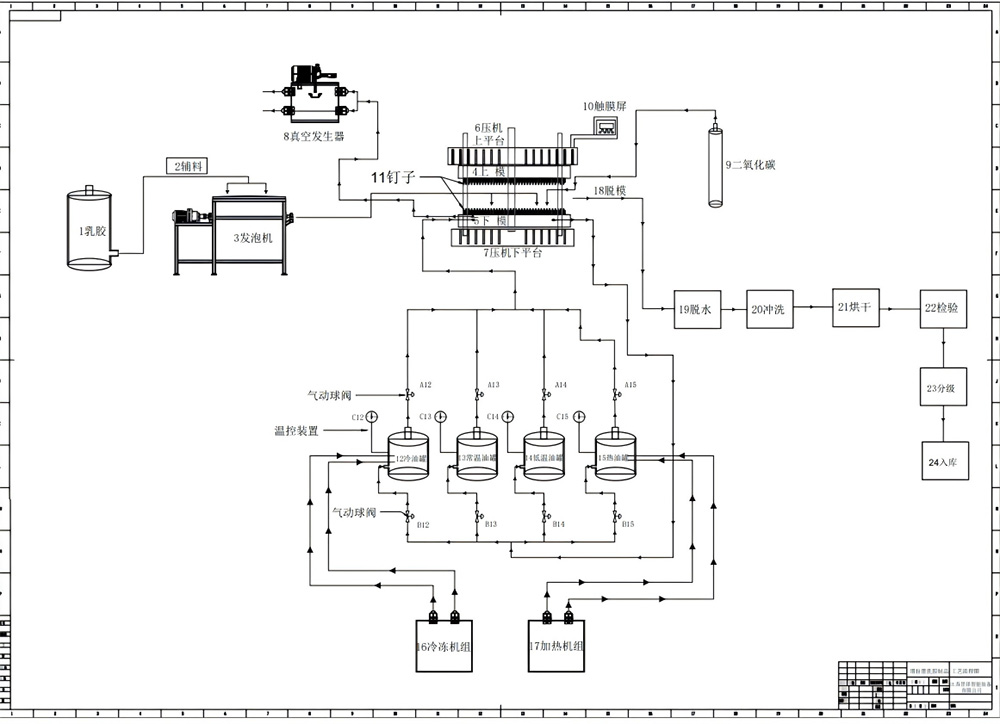
1. 备好1乳胶与2辅料同时输入3发泡机混合搅拌后,按规定量注入准备好的5下模中,4上模固定在6压机上平台,5下模固定在7压机下平台,6压机上平台可以上下移动,用于模具的4上模与5下模的开模与合模动作,7压机下平台是固定不动的,乳胶只是部分充满模具,充填量视乳胶制品的硬度要求而不同;这种模具是特制的铝模具,配有大量的11钉子,每副模具的4上模和5下模有两万根左右的11钉子(这种钉子具有双重作用,一是帮助将热传导至乳胶块中心,因为乳胶泡沫是热的不良导体,不利于传热,同时形成有助于后段工序烘干的钉孔);1乳胶部分充填5下模后,利用6压机上平台下移将4上模与5下模合模;
2. 合模后利用8真空发生器对模具通过真空槽抽真空处理,1乳胶在真空的作用下膨胀,完全充满整个模具(4上模与5下模),这时,内部辅助性的半渗透性纸绳可以排除模具中的空气(纸绳是放入5下模纸槽内)同时防止乳胶泡沫流进真空槽内;抽真空的同时打开A14气动球阀让14低温油罐中的导热油(-35℃)在4上模与5下模的底部“s“型油路内循环,冷冻模具,使乳胶泡沫冻结至大约–35℃,冲9二氧化碳气体流过冻结块凝胶,使乳胶泡沫“固化”。
3. 待胶凝完毕,关闭A14阀,打开A12气动球阀让12冷油罐中的导热油(20℃)在4上模与5下模的底部“s“型油路内循环,冷模具完成之后,关闭A12阀,打开A13气动球阀让13常油油罐中的导热油(40℃)在4上模与5下模的底部“s“型油路内循环,待模具达常温之后,关闭A13阀,打开A15气动球阀让15热油罐中的导热油(110℃)在4上模与5下模的底部“s“型油路内循环,将模具加温到110℃,保持数分钟即可,高温会引起橡胶硫化,赋予产品正常的回弹性,之后对模具依次通入常温油与冷温油进行冷却;(通过人机对话10触膜屏设计,根据不同的配方调整相应所需的温度)
4. 模具冷却完毕后,6压机上平台上移,使4上模与5下模分离,乳胶制品脱模,取出乳胶制品,传输到下一输送线工序,含19脱水、20冲洗、21烘干工序,最后经22检验合格后,23分级处理后包装再24入库;
5. 通过10触膜屏进行人机对话,进行参数修改,调整生产工艺,实现不同乳胶制品的自动化控制生产过程;
6. 四只油罐:12冷油罐、13常温油罐、14低温油罐、15热油罐中的导热油是由16冷冻机组与17加热机组通过温控系统(温控装置C12、C13、C14、C15与相应的气动球阀B12、B13、B14、B15根据所侧温度变化自动调节)分别对相应的油罐温度自动进行温度控制。
四、塔拉蕾工艺乳胶制品主要设备:
1. 模具
模具是由上模、下模、盖板、钉子、密封圈以及外部连接件等组成(如图)
1)在制作塔拉蕾工艺乳胶制品时,需要用到特制的高强度铝模具对乳胶制品进行成型,通常都是在模具内灌注乳胶,然后再将模具内的抽真空,使乳胶充满整个模具,保证乳胶制品的质量;
2)在塔拉蕾工艺制备乳胶制品时,由于这种模具是特制的高强度铝模具,上、下模具型腔内配有大量的钉子,将热传导至乳胶中心,便于乳胶制品蒸煮硫化;
3)在塔拉蕾工艺制备乳胶制品时,导热油需要通过模具底部“s”形循环通道,通过进口与出口循环对模具冷冻,再进行蒸煮硫化成型,温度-35℃~110℃之间变化;

2. 压机
压机是由油缸、液压站、上、下平台、活塞杆、导柱、触摸屏等组成。上模固定于上平台,下模固定于下平台(如图);
压机控制系统:采用插装集成系统,减少泄露点;控制面板人工操作设计更合理、更方便,工控系统采用PLC控制系统比普通的控制系统动作可靠、压力稳定,使用寿命长,操作更完美、更安全;电机及油泵采用知名品牌,原装进口低噪音、高性能,带有热保护功能,保电机使用寿命更长;立柱材料为45#钢,表面镀硬铬处理;滑块依靠四根立柱导向作上下运动,四立柱导套为无油润滑轴承,减小摩擦力,避免拉伤立柱,提高产品质量,延长保用寿命。结构简图如下:

五、塔拉蕾自动化控制系统的技术参数(型号GZ-TLL-1A10)
1.设备技术描述、参数及配置
本套系统采用全闭环控制,温度、压力、流量、时间全程由电脑分析与控制,保证所生产出来的产品质量的稳定性,不需要人员参与控制,从而达到从根源上减少操作失误,而带来生产上的事故,提高了产品的合格率,同时大大降低了人力成本。
1.参数配置表
序号 | 名称 | 数量 | 材质 | 说明 | 备注 |
1 | 模具 | 10副 | 铝合金 | 标准枕和工学枕:1开10,按客户要求订制,材质高强度铝合金,具有一定的防腐功能,雕铣而成,整副模具质保3年 | |
2 | 压机 | 10台 | 碳钢 | 参数:3230x1280mm,压力10Mpa,控制电压:24vDC | |
3 | 管道 | 540米 | 不锈钢 | 所有管道都做保温处理,减少能量的损耗,建议管道使用不锈钢材质。
| |
4 | 阀门 | 1批 | 不锈钢 | 含气动开关阀、电动调节阀、手动开关阀 | |
5 | 电线电缆 | 1批 | 含辅助材料(动力柜) | ||
6 | GZ-TLL-1A10特拉蕾自动化控制系统 | 10套 | |||
7 | 冷冻机 | 1台 | 供10模具 | ||
8 | 储油罐 | 6只 | |||
9 | 真空系统泵 | 2只 | |||
10 | 高低温导热油 | ||||
11 | 供油泵 | 10台 | |||
12 | 冷冻系统 | 1套 | |||
13 | 工程施工 | 工程施工含现场管理、调试、试生产、人员培训。 | |||
14 | 技术支持 | 特拉蕾成套自动化控制系统技术支持与生产技术支持 |
2.设备主要零部件品牌
序号 | 名称及规格 | 品牌 | 备注 |
1 | PLC | 西门子 | 德国 |
2 | 电机 | 东元 | 台湾 |
3 | 变频器 | ABB | 德国 |
4 | 人机对话屏 | 威纶通 | 合资 |
5 | 电气附件 | 西门子 | 德国 |
3.设备客户安调准备表
序号 | 项目 | 要求 | 备注 |
1 | 厂房地基情况 | 模具1副约2.5T 压机一台约20T | |
2 | 进线电源电缆线准备 | 电缆YJV 4*10 | |
3 | 压缩空气接入准备 | 气源过滤精度100um气管外径8~15 | |
4 | 运输情况确认 | 1.根据厂房及周围路况确认运输方式 2.满足压机最大部件的净运输尺寸 3.依照厂房实际高度情况确认起吊方式 | |
5 | 安装吊具准备
| 钢丝绳,承重 20T 以上、吊车 20 吨 |
4.设备安装、调试
我公司全权负责安装与调试。
5.设备验收
验收内容及标准:按双方规定的内容及标准进行,验收完毕,买方签名确认,具备现场施工条件前提下,整个工程周期8个月,
1个月调联试,进行人员操作与培训,第九个月正式交付客户进行生产,我方驻厂技术监管1个月提供技术支持。
6.制造及检验标准
由于管道内介质比较特殊,一旦泄漏就是大事故,所以我们采取的施工标准与化工厂的标准一致,相关标准如下:
A.阀门及管道标准
GB/T24925-2010 低温阀门
GB/T4213-2008 气动调节阀
GB/T12232-2005 通用阀门
GB/T12241-2005 安全阀
GB/T21385-2008 金属密封球阀
JB/T7352-1994 工业过程控制系统用电磁阀
JB/T8219-1999 工业过程测量和控制系统用电动执行机构
HG/T 20592~20635-2009 钢制管法兰、垫片、紧固件
B.电气标准:
GB50058-92 《爆炸和火灾危险环境电力装置设计规范》
AQ3009-2007 《危险场所电气防爆安全规范》
GB50053-94 《10kV及以下变电所设计规范》
GB50052-2009 《供配电系统设计规范》
GB12158-2006 《防止静电事故通用导则》
GB/T13869-2008 《用电安全导则》
SH3038-2000 《石油化工企业生产装置电力设计技术规范》
GB50257-1996 《电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范》
7.质量保证
1) 系统最终验收合格之日起,卖方对产品实行三包服务,质保期为18个月,在质保期内对产品实行免费维修。系统保修,按系统厂家规定进行。
2) 在保修期内,经查证若为用户原因:装卸运输过程、存放时间过长造成机械外观 或内部损坏;操作使用不当、自行拆卸改装所造成之人为损坏,不在以上免费保修之内,用户必须支付所有维修、整修费用。说明:设备由于自然灾害造成的损坏不在我公司的保修范围内。比如:雷击、 水灾、火灾、地震等情况,以及移机、二次培训等等。
3) 系统出现故障,得到用户信息后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的,在 24 小时内答复,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
4) 超过保修期后,我公司继续为用户提供维修服务,并依据我公司优惠收费标准收取零件成本及服务费用。
5) 验收合格后,买方未依据合同履约,卖方有权停止售后服务。


微信客服




